When it comes to high-quality laboratory equipment, Shreyal MedicoLab Industries stands as a trusted name in Navi Mumbai, Maharashtra, and across India. As a leading manufacturer and wholesaler, we specialize in providing cutting-edge lab equipment, filtration products, and medical disposables that meet the rigorous demands of scientific research, experimentation, and analysis. With a commitment to innovation, precision, and customer satisfaction, Shreyal MedicoLab Industries is your one-stop solution for laboratory equipment needs.
About Shreyal MedicoLab Industries
Shreyal MedicoLab Industries, based in Navi Mumbai, Maharashtra, is a premier manufacturer, exporter, and wholesaler of laboratory equipment, analytical products, medical disposables, and acrylic items. Our mission is to deliver high-quality, reliable, and innovative solutions to laboratories, research facilities, and healthcare institutions. With years of expertise and a focus on quality, we cater to diverse industries, including pharmaceuticals, biotechnology, chemical analysis, and academic research. Our products are engineered for precision, durability, and compliance with international standards, ensuring optimal performance in every lab environment.
Why Choose Shreyal MedicoLab Industries?
Choosing the right laboratory equipment supplier is critical for ensuring accurate results and operational efficiency. Here’s why Shreyal MedicoLab Industries is the preferred choice for labs across India:
-
Uncompromising Quality: Our products are crafted using premium materials and advanced manufacturing techniques, ensuring durability and precision.
-
Comprehensive Range: From particle analyzers to deep freezers, we offer a wide array of laboratory equipment tailored to diverse applications.
-
Customer-Centric Approach: We provide expert guidance, prompt after-sales service, and customized solutions to meet specific laboratory needs.
-
Industry Compliance: Our equipment adheres to strict industry standards, ensuring safety, reliability, and environmental compliance.
-
Innovative Solutions: We stay at the forefront of technological advancements, offering state-of-the-art equipment for modern laboratories.
Types of Laboratory Equipment We Manufacture
At Shreyal MedicoLab Industries, we manufacture a diverse range of laboratory equipment designed for precision, efficiency, and versatility. Below is a detailed overview of some of our key products, their specifications, and features, sourced from our product offerings.
1. Laser Particle Counter Laser Diffraction Particle Size Analyzer

-
Specifications: Advanced laser diffraction technology, suitable for nano and micro-particle analysis.
-
Features: High-resolution particle size distribution, real-time data analysis, and user-friendly interface.
-
Applications: Ideal for pharmaceutical research, material science, and quality control in industries requiring precise particle size measurements.
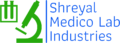
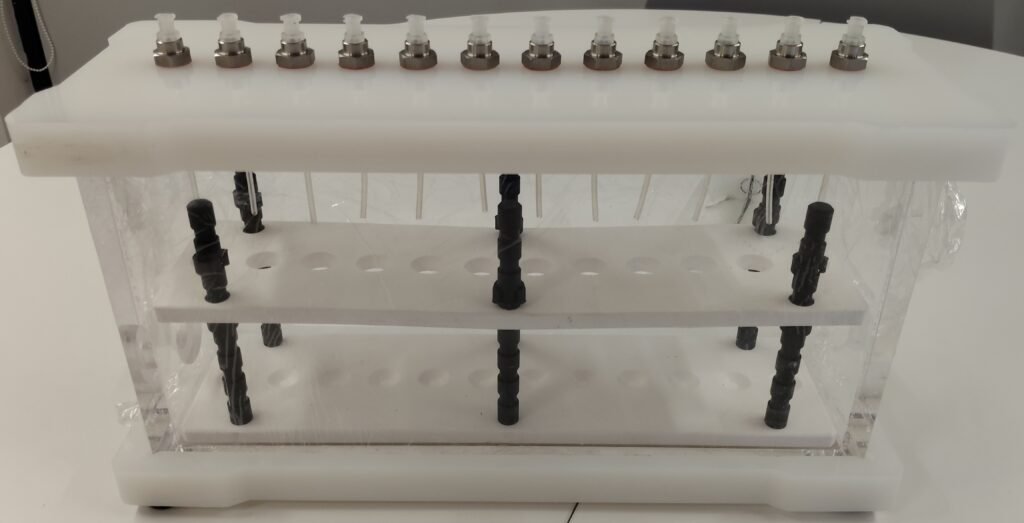
2. Solid Phase Extraction (SPE)

-
Specifications: Modular design for sample preparation, compatible with various solvents.
-
Features: High throughput, automated operation, and robust construction for consistent results.
-
Applications: Used in environmental testing, food safety analysis, and pharmaceutical sample preparation.
3. Stainless Steel Beaker



-
Specifications: Available in multiple capacities, made from high-grade stainless steel.
-
Features: Corrosion-resistant, durable, and easy to clean, with precise measurement markings.
-
Applications: Essential for mixing, heating, and measuring liquids in chemical and biological labs.
4. SDI Test Kit


-
Specifications: Compact design for silt density index testing, includes all necessary components.
-
Features: Portable, accurate, and easy to use for water quality testing.
-
Applications: Widely used in water treatment plants and industrial processes to assess water filtration efficiency.
5. 100 Sample Nitrogen Evaporator


-
Specifications: Capacity for 100 samples, adjustable temperature control.
-
Features: High-efficiency evaporation, uniform heating, and automated operation.
-
Applications: Perfect for concentrating samples in analytical chemistry and drug discovery.
6. Nano Particle Laser Size Analyzer

-
Specifications: Measures particles in the nanometer range using laser technology.
-
Features: High sensitivity, rapid analysis, and precise particle size distribution.
-
Applications: Used in nanotechnology research, cosmetics, and pharmaceutical development.
7. UV Chamber Cabinet for TLC

-
Specifications: Equipped with UV lamps for thin-layer chromatography visualization.
-
Features: Adjustable UV wavelengths, safe and enclosed design, and easy operation.
-
Applications: Essential for analytical chemistry and quality control in pharmaceutical labs.
8. Peristaltic Dosing Pump


-
Specifications: Flow rate up to 50 LPM, programmable dosing settings.
-
Features: Precise fluid delivery, low maintenance, and chemical-resistant tubing.
-
Applications: Used in chemical dosing, water treatment, and laboratory fluid management.
9. KBr Pellet Die Set


-
Specifications: Compatible with 15-25 ton hydraulic presses, available in various diameters.
-
Features: High-precision die for uniform pellet formation, durable construction.
-
Applications: Used in infrared spectroscopy for sample preparation in material analysis.
10. SS Liquid Sampler

-
Specifications: Stainless steel construction, suitable for liquid sampling up to 500 mL.
-
Features: Contamination-free sampling, ergonomic design, and easy sterilization.
-
Applications: Ideal for sampling liquids in pharmaceutical, food and chemical industries.
11. Tungsten Carbide Dies
-
Specifications: High-density tungsten carbide, available in various sizes for pellet pressing.
-
Features: Exceptional hardness, wear resistance, and precision for consistent pellet formation.
-
Applications: Used in material science and spectroscopy for preparing high-quality pellets under high pressure.
12. Vacuum Degassing Chamber

-
Specifications: High-vacuum capability, robust stainless steel chamber.
-
Features: Efficient degassing, transparent lid for monitoring, and compact design.
-
Applications: Used in resin casting, material testing, and degassing liquids in labs.
13. Oil Sampling Bomb

-
Specifications: High-pressure stainless steel construction, capacity up to 1 liter.
-
Features: Leak-proof design, corrosion-resistant, and suitable for high-pressure sampling.
-
Applications: Used in petrochemical industries for safe and accurate sampling of oils and lubricants.
14. Gas Sampling Cylinders


-
Specifications: Stainless steel or aluminum, available in various capacities (e.g., 500 mL to 5 L).
-
Features: High-pressure resistance, safe valve systems, and easy-to-clean surfaces.
-
Applications: Ideal for collecting and storing gas samples in environmental and industrial analysis.
15. Handy Gas Sampler

-
Specifications: Portable design, compatible with various gas types.
-
Features: Lightweight, easy to operate, and equipped with secure sealing mechanisms.
-
Applications: Used for on-site gas sampling in environmental monitoring and industrial processes.
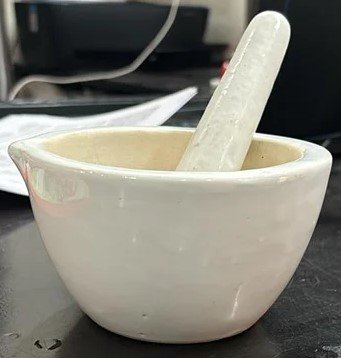
16. Pestle and Mortar

-
Specifications: Made from high-quality porcelain or agate, available in various sizes.
-
Features: Smooth grinding surface, chemical resistance, and ergonomic design.
-
Applications: Used for grinding and mixing solid samples in chemical and pharmaceutical labs.
17. Ultrasonic Cleaner (5L and 20L)




-
Specifications: Available in 5L and 20L capacities, ultrasonic frequency of 40 kHz.
-
Features: Digital timer, adjustable temperature, and high-efficiency cleaning with ultrasonic waves.
-
Applications: Used for cleaning delicate laboratory equipment, jewelry, and precision instruments.
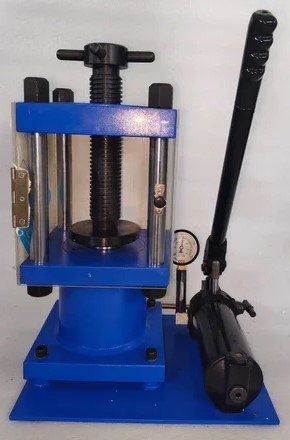
18. KBr Hydraulic Press (15 Ton to 25 Ton)
-
Specifications: Hydraulic press with 15-25 ton capacity, suitable for KBr pellet preparation.
-
Features: Robust construction, precise pressure control, and easy operation.
-
Applications: Used in infrared spectroscopy for preparing KBr pellets for material analysis.
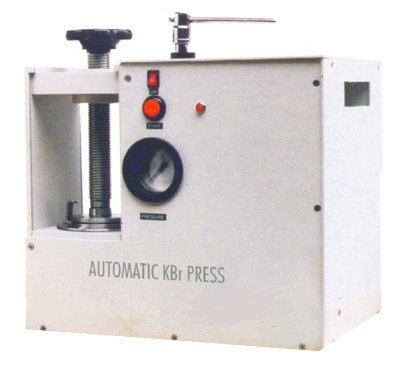
19. Automatic KBr Press (15 Ton)
-
Specifications: Automated 15-ton press for KBr pellet preparation.
-
Features: Programmable pressure settings, high precision, and automated operation.
-
Applications: Streamlines sample preparation for spectroscopy in analytical labs.
20. Karl Fischer Moisture Titrator

-
Specifications: Automated titration system, high-precision moisture detection.
-
Features: Rapid analysis, user-friendly interface, and reliable results.
-
Applications: Essential for determining moisture content in pharmaceuticals, chemicals, and food products.
21. Deep Freezer

-
Specifications: Temperature range up to -80°C, available with 2 shelves.
-
Features: Energy-efficient cooling, robust insulation, and digital temperature control.
-
Applications: Used for long-term storage of biological samples, vaccines, and reagents.
How Our Products Stand Out?
Our laboratory equipment is designed to meet the evolving needs of modern laboratories. Here’s how we ensure our products fulfill customer requirements:
-
Precision and Accuracy: Our analyzers and measurement tools, like the Laser Particle Counter and Karl Fischer Moisture Titrator, deliver precise results, reducing errors in critical experiments.
-
Durability: Products like Stainless Steel Beakers and SS Liquid Samplers are built to withstand harsh laboratory conditions, ensuring long-term reliability.
-
Versatility: From nano-particle analysis to water quality testing, our equipment caters to a wide range of applications across industries.
-
Ease of Use: User-friendly designs, such as the intuitive interface of the Nitrogen Evaporator and Peristaltic Dosing Pump, enhance lab efficiency.
-
Customization: We offer tailored solutions to meet specific laboratory needs, ensuring seamless integration into existing workflows.
Use Cases of Our Laboratory Equipment
Our equipment is trusted by laboratories across India for its reliability and performance. Here are some real-world applications:
-
Pharmaceutical Research: A leading pharmaceutical company in Navi Mumbai uses our KBr Pellet Die Set and Karl Fischer Moisture Titrator for precise sample preparation and moisture analysis, ensuring compliance with regulatory standards.
-
Environmental Testing: Our SDI Test Kit is employed by water treatment facilities to monitor silt density, ensuring efficient filtration and clean water supply.
-
Nanotechnology Labs: Research institutes rely on our Nano Particle Laser Size Analyzer for accurate particle size measurements in developing advanced materials.
-
Biotechnology: Our Deep Freezer is used to store sensitive biological samples, such as DNA and proteins, maintaining their integrity for long-term research.
-
Chemical Analysis: The UV Chamber Cabinet for TLC is a staple in analytical labs for visualizing compounds in drug development and quality control.
Why Shreyal MedicoLab Industries is the Preferred Choice
Shreyal MedicoLab Industries stands out as a leader in the laboratory equipment market in Navi Mumbai and throughout India for several reasons:
-
Local Expertise, Global Standards: Based in Navi Mumbai, we combine local market understanding with international quality standards, making us a trusted partner for labs across India.
-
Comprehensive Product Portfolio: Our extensive range, from analytical tools to storage solutions, ensures we meet all laboratory needs under one roof.
-
Prompt After-Sales Support: We offer calibration, maintenance, and repair services to ensure your equipment performs optimally.
-
Competitive Pricing: Our products are cost-effective, providing high value without compromising on quality.
-
Trusted by Industry Leaders: From academic institutions to pharmaceutical giants, our equipment is used by top organizations across India.
Commitment to Innovation and Sustainability
At Shreyal MedicoLab Industries, we are committed to staying ahead of industry trends by adopting cutting-edge technologies. Our equipment is designed to be energy-efficient and environmentally compliant, reducing the ecological footprint of laboratory operations. For instance, our Deep Freezer uses advanced insulation to minimize energy consumption, while our Peristaltic Dosing Pump ensures precise fluid delivery to reduce waste.
Get in Touch Today!
Whether you’re setting up a new laboratory or upgrading existing equipment, Shreyal MedicoLab Industries is your trusted partner for high-quality laboratory solutions. Our dedication to precision, reliability, and customer satisfaction makes us the go-to choice for laboratories in Navi Mumbai and beyond. Contact us today to explore our product range and discover how we can elevate your laboratory’s performance.
![]() Call us at 9967282110 to place your order or discuss your requirements.
Call us at 9967282110 to place your order or discuss your requirements.
![]() Visit our website Shreyal MedicoLab Industries or reach out via email for more details.
Visit our website Shreyal MedicoLab Industries or reach out via email for more details.
![]() Proudly manufactured in Navi Mumbai, Maharashtra, India
Proudly manufactured in Navi Mumbai, Maharashtra, India